老板必知的四大财务大坑,千万别踩!
食品工业是使用电脑视觉进行质量控制的十大行业[1] 随着自动化视觉检测系统越来越多地被采用[2],我们可以看到图像分析技术如何改变现在和现在的食品生产过程。
计算机视觉如何应用于食品行业
计算机视觉系统快速,客观,可靠和无损地检查食品,并且有潜力承担人类检查员传统执行的许多单调任务。除了质量控制,它们在产品分级和计数方面表现出很好的效果。
质量检查
今天,可以用计算机视觉系统检查各种食品的质量。系统的软件和硬件部分都应根据食品公司的具体需求进行定制,包括检验目标和要分析的产品类型。
例如,特征提取和分割算法将根据分析对象的形状,颜色和纹理以及周围场景(传送带,条板箱)和照明条件而显着变化。
| 检查目标 | 制品 | 对象和特征 | 技术 |
| 检测食物污染 |
|
|
成像方法:
图像分析步骤:
|
| 估计新鲜度 | 任何包装产品 | 时间温度指示器(“新鲜度监视器”)的颜色 | |
| 通过质量检查均匀度和等级 |
|
|
2.测量,计数和分选
市场分析表明,所有其他情况相同,客户更喜欢最大直径在75到80毫米之间的苹果。[1] 然而,人们很难用肉眼准确地评估水果的尺寸,而计算机视觉系统可以从字面上测量一眨眼的苹果的精确直径。
基于图像分析的自动计数和分选系统可根据其形状,大小和成熟度(水果和蔬菜)对水果,蔬菜,坚果,牡蛎等进行分级,与人类相比,将分选速度提高10倍[2]
包装
灌装水平和包装标签的自动视觉检查是食品行业计算机视觉的另一个重要应用。此外,视觉系统可以借助于特殊墨水,随着时间和不同速度根据温度改变颜色,来检查包装产品的新鲜度。
自动视觉检查的好处
1. 更好的质量
食品营销学院和杂货制造商协会进行的一项研究表明,食品公司召回的平均成本是直接成本约1000万美元,更不用说品牌损失和销售损失。
据报,微生物污染是 2016年回国的主要原因(47%),第二是标签问题(26%)。加工缺陷和物理污染相应地占13%和7%。
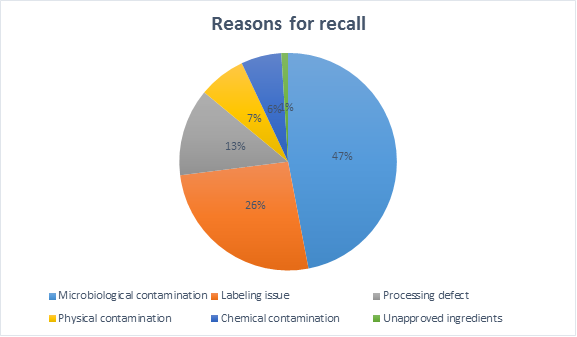
资料来源:http://fortune.com/food-contamination/
我们可以看到,在大多数情况下,借助于自动视觉检查,生产线可以中和召回的原因。
通过及时管理质量问题,食品企业减少消费者投诉,提高品牌知名度,防止潜在的法律问题。
2. 更高的生产力
自动分拣,计数和包装使生产更加高效。以人类无法达到的速度运行,机器也以一致的精度执行这些操作。
已经将计算机视觉解决方案嵌入生产线的食品生产公司证实了这一效率。例如,Apple King LLC总经理Ray Keller 表示,自动视觉检查提供了“巨大的分级结果,并且”苹果“生产增加了30%”。
3. 降低废品率和放弃率
如果在生产早期检测到有缺陷的产品,则可以在添加任何值之前将其拒收。例如,在与其他苹果包装在一起之前,找到一个烂苹果会更好。
此外,自动视觉检查系统可以精确地计数和测量成分,以防止其过度使用。例如,它可以控制巧克力在曲奇饼上的量,最大限度地减少赠送率。
4. 劳动强度较低
以闪电般的速度执行简单的单调任务,计算机视觉系统的人力工作人员的空闲时间和劳动力可以专注于一些更复杂的任务。
要克服的挑战
计算机视觉处理简单的识别,测量和计数优于或至少等于人类视觉。但是,要达到这一高水平的业绩,检验条件应严格规范。
例如,在复杂场景中,对象识别变得更加困难。有效的边缘检测和分割需要均匀的背景。
这同样适用于光照条件:不充分和不均匀的照明掩盖被检查物体的形状,并导致错误的边缘检测。
趋势和期望
计算机视觉正在快速发展,为图像增强,边缘检测和分割提供更准确可靠的技术。机器学习(卷积神经网络,支持向量机等)的进步允许创建能够更智能地对图像中检测到的特征和对象进行分类的软件。随着图像分析技术的进一步完善,食品行业可以期待今后更多的视觉检查任务将自动化。
相关文章






